

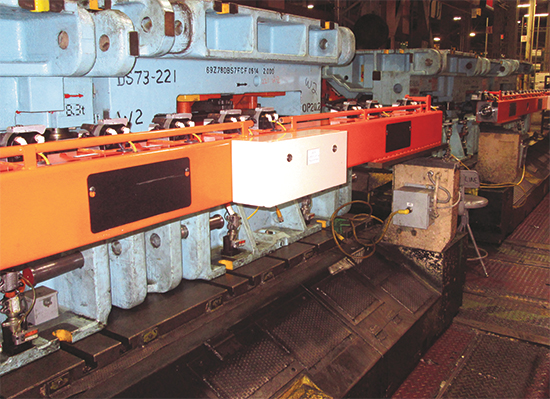
“Instead of the big, square moves required with the old mechanical transfers, the ETFs can round out curves,” Stirrett says. “With electronic servo-operated movement, we can round out the lift, grip and pitch motions to allow a smoother motion profile when transferring parts, which adds speed.” Sparkes agrees.
“With electronic transfer, we can start to change profiles to increase jobs per minute,” he says. “The mechanical transfers limited us to in-out and up-down motions. With electronics, we can look for transfer shortcuts. For example, as the transfer rises, instead of performing a complete rise before any other movement, it can begin to advance at the same time. We are looking for ways on each job to make the transfer stroke more efficient.





{kind=link}
{kind=link}
{kind=link}
{kind=link}